
Tvrdé eloxování se používá v případech, kdy neupravený hliník začne během provozu vykazovat poruchy – opotřebení kluzných částí, poškození těsnicích ploch, zadírání závitů nebo koroze ve vlhkém prostředí.
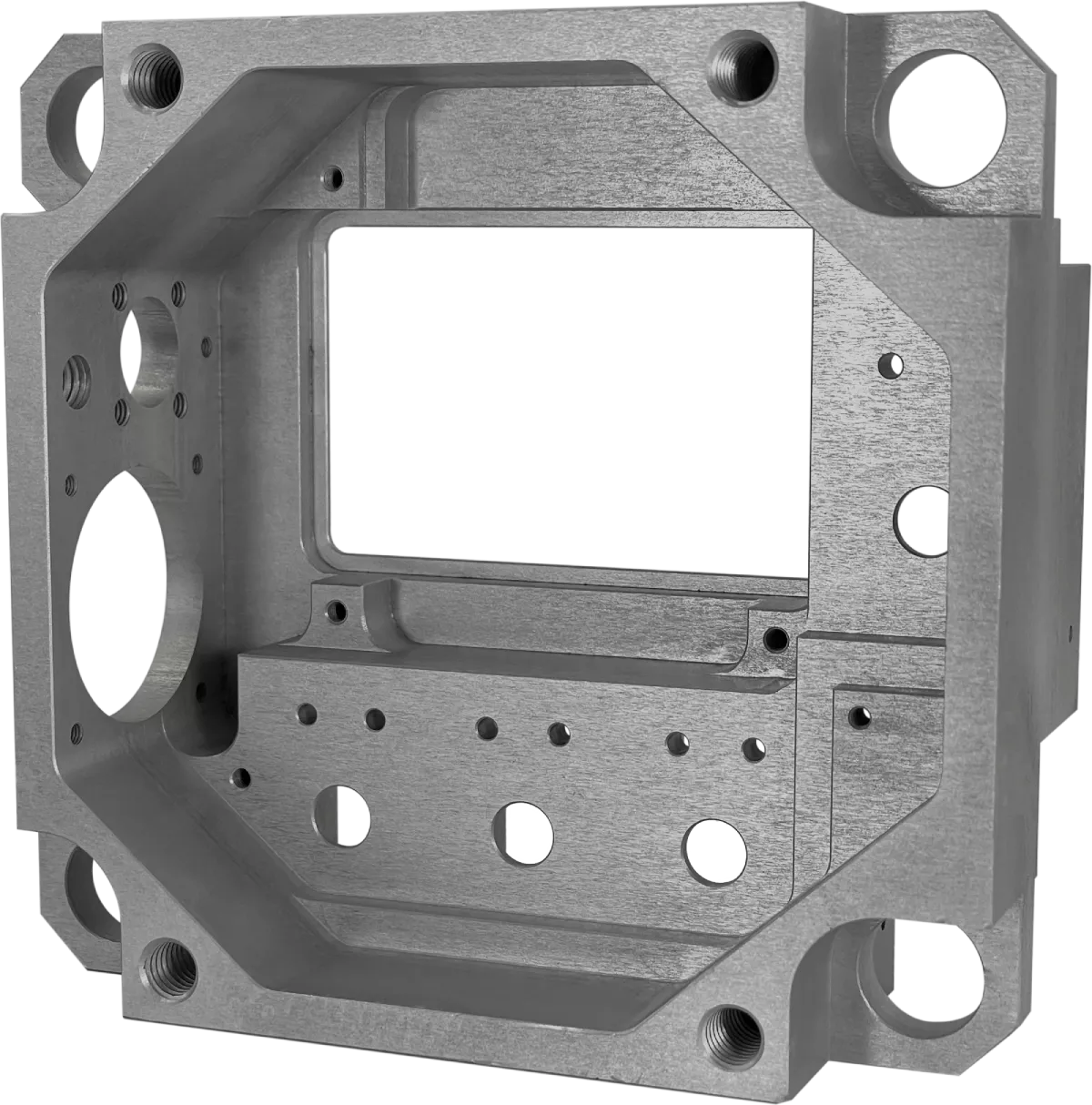
Ve společnosti TopAnod provádíme eloxování typu III u funkčních hliníkových součástí, které jsou vystaveny tření, zatížení a agresivním provozním podmínkám. Mezi typické součásti patří skříně hydraulických systémů, součásti kompresorů, nástroje, lodní kování, tělesa servopohonů a přesné obráběné sestavy.
Color:
Tvrdé černé eloxování
Odstín čirého eloxování se liší v závislosti na slitině.
Charakteristika:
- Maximální velikost 1400х450х750 mm
- Tloušťka povlaku od 16 mikronů
- Funkce
- Možné další účinky 1. Žádné zpracování. 2. Chemické leptání (přírodní struktura slitiny). 3. Fyzikální matování (tryskání skleněnými kuličkami).
- Materiály Slitiny hliníku 1000, 2000*, 3000, 5000, 6000, 7000
- Aplikace
Tvrdé eloxování v TOP ANOD:
Další příklady
Zobrazit všechny práce
Cover type:
Tvrdé eloxování

Cover type:
Tvrdé eloxování

Cover type:
Tvrdé eloxování
Před zahájením výroby nám zašlete k posouzení specifikace výkresu, slitiny a povrchové úpravy
Vyžádejte si cenovou nabídku
9 Důvody, proč si vybrat společnost TopAnod jako dodavatele služeb v oblasti tvrdého eloxování

Proces eloxování typu III při nízké teplotě (~0 °C).

Chemické procesy v řízené lázni kyseliny sírové.

Stabilní tloušťka povlaku na precizně obrobených dílech.

Správné zakrytí závitů, otvorů a styčných ploch.

Správné uspořádání regálů pro rovnoměrné rozložení proudu.

Zkušenosti s hydraulickými součástmi, nástroji a součástmi vystavenými opotřebení.

K dispozici jsou varianty s těsněním z PTFE a hydrotermickým těsněním.

Kontrola tloušťky pomocí kalibrované metody vířivých proudů.

Flexibilní výroba od prototypů až po sériové šarže.
Co je to tvrdé eloxování?
Tvrdé eloxování je elektrochemická povrchová úprava, při které se vnější vrstva hliníku přemění na hustý oxid hlinitý.
Součásti se ponoří do lázně s elektrolytem na bázi kyseliny sírové, přičemž substrátem prochází stejnosměrný proud. Při nízké teplotě lázně – obvykle kolem 0 °C – vzniká anodický povlak s vyšší hustotou a nižší pórovitostí než při standardním eloxování.
Oxidová vrstva se rozšiřuje jak směrem dovnitř, tak směrem ven od původního povrchu, obvykle v poměru přibližně 50:50. To má vliv na uložení ložisek, závitové otvory, průměry těsnění a další prvky citlivé na tolerance.
Typická tloušťka povlaku se pohybuje v rozmezí 25 až 100 µm v závislosti na slitině, geometrii a požadavcích na odolnost proti opotřebení.
Hlavní výhody tvrdého eloxování
Odolnost proti opotřebení a oděru
Tvrdě eloxovaný hliník se běžně používá na díly vystavené tření, opakovaným pohybům nebo abrazivnímu kontaktu.
Typická tvrdost povlaku se pohybuje v rozmezí 400–600 HV v závislosti na slitině a podmínkách zpracování. Husté oxidové vrstvy zvyšují odolnost proti poškrábání, zadírání a povrchovému opotřebení u vodicích lišt, válců, pístů a součástí nástrojů.
PTFE těsnění může snížit koeficient tření u kluzných sestav, i když mírně snižuje tvrdost povrchu.
Ochrana proti korozi
Anodická oxidová vrstva chrání hliníkový podklad před vlhkostí, působením soli, oxidací a agresivním prostředím.
Odolnost proti korozi závisí na tloušťce povlaku, kvalitě utěsnění a složení slitiny. Hydrotermální utěsnění se běžně používá v námořních a venkovních aplikacích, kde je vyžadována nižší pórovitost.
Vlastnosti elektrické izolace
Oxid hlinitý zajišťuje vysoký dielektrický odpor a zároveň umožňuje zachovat nízkou hmotnost součástky.
Izolační vlastnosti závisí na tloušťce povlaku, geometrii a stavu povrchu, zejména v okolí hran nebo kontaktních bodů, kde se může tloušťka povlaku lišit.
Prodloužená životnost komponentů
Opotřebení povrchu se obvykle projeví dříve, než dojde ke strukturálnímu selhání hliníkového základu. Správně upravený anodický povlak zpomaluje úbytek rozměrů, snižuje četnost údržby a prodlužuje životnost silně namáhaných součástí.
Technické specifikace a normy
Společnost TopAnod zpracovává hliník pomocí tvrdého eloxování v souladu s průmyslovými požadavky na eloxování typu III, které se používá u součástí vystavených vysokému opotřebení a u komponentů odolných proti korozi. Parametry povlaku se volí s ohledem na chování slitiny, rozměrové tolerance, provozní prostředí a požadavky na opotřebení specifické pro danou aplikaci.
|
Specifikace |
Typická hodnota / norma |
|
Procesní norma |
MIL-A-8625 typ III |
|
Tloušťka povlaku |
25–100 µm |
|
Tvrdost oxidu |
~400–600 HV |
|
Rozměrový růst |
~50 % dovnitř / ~50 % ven |
|
Elektrolyt |
Koupel v kyselině sírové |
|
Provozní teplota |
~0 °C |
|
Možnosti utěsnění |
PTFE / Hydrotermální / Neutěsněné |
|
Kompatibilní slitiny |
6061, 6082, 7075, hliníkový odlitek |
|
Typické použití |
Hydraulické součásti, nástroje, skříně, válce |
Kompatibilita materiálů a slitin
Nejvhodnější slitiny pro tvrdé eloxování
Hliníkové slitiny 6061 a 6082 obvykle nabízejí nejlepší rovnováhu mezi rovnoměrností povlaku, kvalitou povrchové úpravy a odolností proti korozi.
Materiál 7075 vytváří velmi tvrdé oxidové vrstvy, avšak kvůli obsahu zinku a mědi často vykazuje tmavší vzhled a méně jednotný povrch.
Odlitky ze slitin s vysokým obsahem křemíku mohou po eloxování vykazovat hrubší strukturu a tmavší zbarvení.
Barevné varianty podle slitiny
Barva povrchových úprav typu „natural hardcoat“ se obvykle pohybuje v rozmezí od tmavě šedé až po antracitovou, a to v závislosti na chemickém složení slitiny, tloušťce vrstvy a způsobu utěsnění.
U funkčních dílů s tvrdým eloxováním se málokdy podaří dosáhnout přesné barevné shody mezi jednotlivými slitinami.
Aplikace podle odvětví
Automobilové součástky
Písty, válce, součásti kompresorů, škrticí klapky a hliníkové součásti s vysokým opotřebením.
Letecký a obranný průmysl
Eloxované součásti typu III, u nichž je vyžadována přesná tloušťka a opakovatelná kvalita povrchové úpravy.
Mořské prostředí
Hliníkové díly vystavené působení slané vody, u nichž je zapotřebí zvýšená odolnost proti korozi.
Průmyslové stroje a nástroje
Vodicí systémy, opotřebitelné desky, upínací přípravky, válečky a součásti strojů namáhané třením.
Náš proces tvrdého eloxování
Předúprava a čištění
Před eloxováním se díly odmastí a leptají, aby se odstranily zbytky po obrábění, oleje a povrchové nečistoty.
Proces řízeného eloxování
Součásti se zpracovávají v chlazeném elektrolytu z kyseliny sírové za kontrolovaných podmínek napětí a proudové hustoty. Parametry cyklu se upravují podle slitiny a požadované tloušťky.
Kontrola kvality a testování
Kontrola může zahrnovat měření tloušťky povlaku, kontrolu rozměrů, ověření těsnosti, zkoušku v solné mlze a vizuální kontrolu zaměřenou na vady povlaku nebo spálení.
Další druhy eloxování
Čiré eloxování
LEARN MORE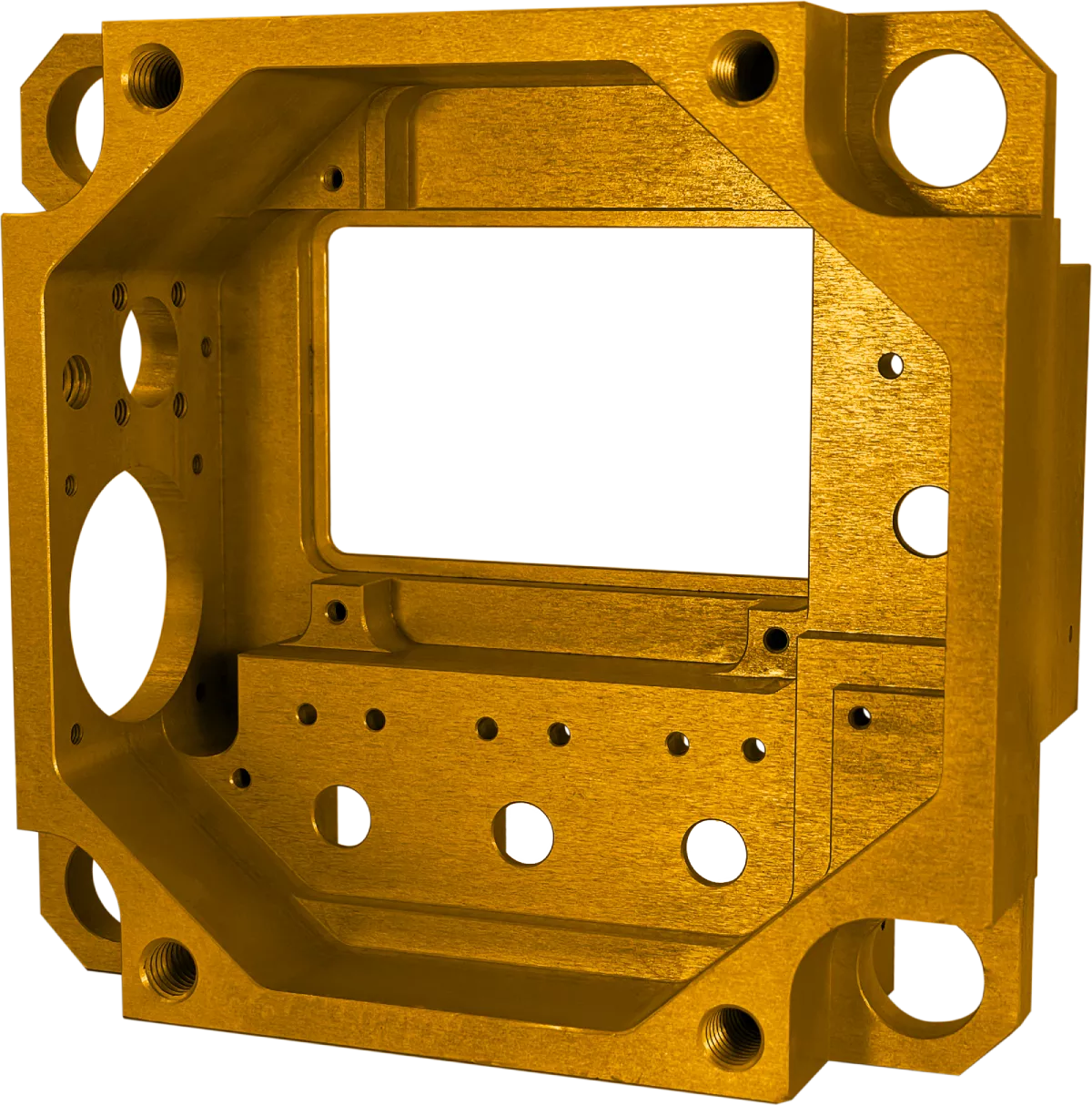
Barevné eloxování
LEARN MORE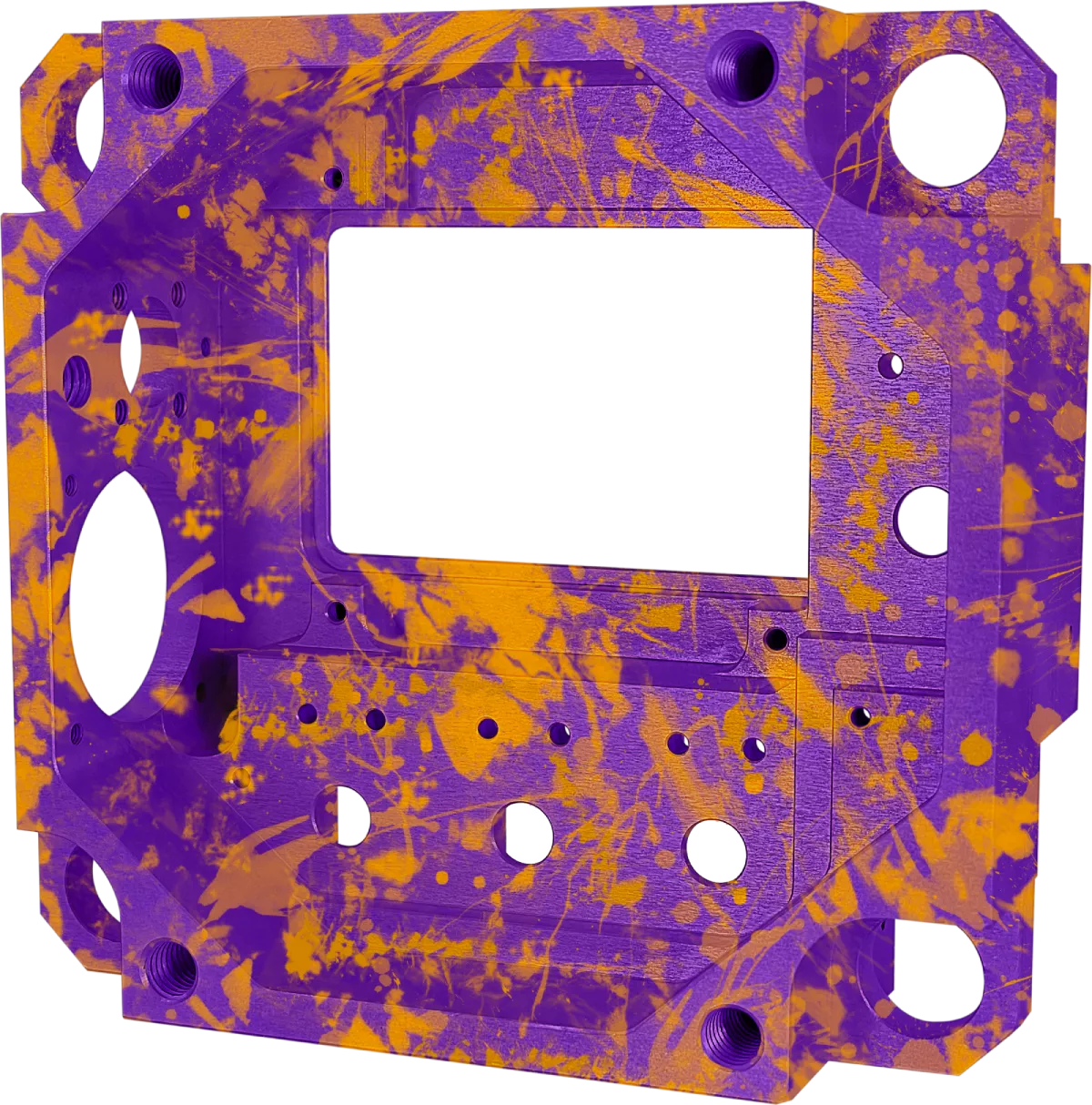
SPLASH-ANOD
LEARN MORE
Eloxování titanu
LEARN MOREČasto kladené otázky
Co je to tvrdé eloxování?
Tvrdé eloxování je nízkoteplotní elektrochemický proces, při kterém se povrch hliníku přemění na hustou oxidovou vrstvu s lepší odolností proti opotřebení a korozi.
Lze všechny hliníkové slitiny eloxovat?
Většinu hliníkových slitin lze zpracovávat, avšak vzhled povlaku, rychlost růstu a dosažitelná tvrdost se liší v závislosti na chemickém složení slitiny.
Jaká je maximální tloušťka povlaku, které lze dosáhnout?
Tloušťka typických průmyslových povlaků se pohybuje v rozmezí od 25 do 100+ mikronů v závislosti na slitině a způsobu použití. Extrémně silné povlaky mohou snížit rovnoměrnost a zvýšit riziko vzniku trhlin.
Jaký je rozdíl mezi tvrdým eloxováním a tvrdým chromováním?
Při tvrdém eloxování se povrch hliníku prostřednictvím elektrochemické oxidace přemění na oxid. Při tvrdém chromování se na povrch dílu nanáší vnější vrstva chromu.
O kolik se rozměry dílu zvětší v důsledku tvrdého eloxování?
Přibližně polovina tloušťky povlaku se tvoří směrem ven od původního povrchu. Povlak o tloušťce 50 µm obvykle zvyšuje konečné rozměry o přibližně 25 µm na každou stranu.


Kontaktujte nás
Děkujeme!
Vaše zpráva byla úspěšně odeslána. Brzy se vám ozveme.